
|
उत्पाद विवरण:
|
| गारंटी: | 1 साल | बिक्री के बाद सेवा प्रदान की गई: | फील्ड स्थापना, कमीशनिंग और प्रशिक्षण, विदेशी तृतीय-पक्ष समर्थन उपलब्ध है |
|---|---|---|---|
| वोल्टेज: | 220V / 380V, अनुकूलित | स्थिति: | नया |
| सामग्री: | स्टेनलेस स्टील | आवेदन पत्र: | इलेक्ट्रोड बनाना |
| आवेदन क्षेत्र: | लिथियम आयन बैटरी | ||
| प्रमुखता देना: | इलेक्ट्रोड विनिर्माण बैटरी उत्पादन उपकरण,स्टेनलेस स्टील स्लॉट डाई कोटर,बैटरी उत्पादन उपकरण 300mm कोटिंग |
||
![]()
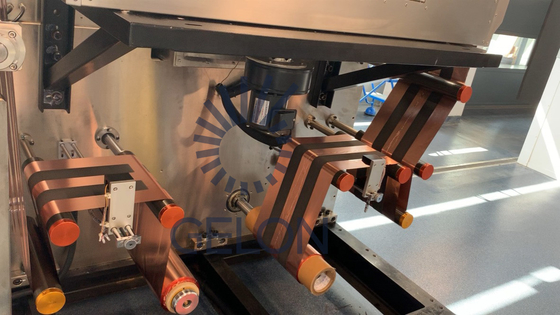
I. उपकरण पैरामीटर
| मूल सामग्री मोटाई | एल्यूमीनियम पन्नी: 0.010-0.030 मिमी, तांबे की पन्नी: 0.006 ~ 0.030 मिमी |
| मूल सामग्री चौड़ाई | एल्यूमीनियम पन्नी: 100-320 मिमी, तांबे की पन्नी: 100-320 मिमी |
| अधिकतम।गीली कोटिंग की मोटाई | 8-400um (स्लरी की चिपचिपाहट की अनुमति दी जाए) |
| मैक्स।कोटिंग की चौड़ाई | 300 मिमी, अधिकतम।कोटिंग रोल चौड़ाई: 360 मिमी |
| यांत्रिक टेप गति | 0.5-7मी/मिनट |
| कोटिंग की गति | 0.1-1.0मी/मिनट |
| सुखाने ओवन की लंबाई | 1 भाग सूखा ओवन * 1.2m/भाग=1.2m |
द्वितीय.उपकरण विनिर्देश
1.कोटिंग विधि: स्लॉट डाई कोटिंग आंतरायिक कोटिंग दूरी: 5-8000 मिमी ± 1 मिमी (बैटरी विनिर्देशों के अनुसार समायोज्य)
2. कोटिंग परिशुद्धता:
2.1 सटीकता सहिष्णुता की सूखी मोटाई :: सिंगल-साइड कैथोड: ± 2.5um, एनोड: ± 2.5um (क्रॉस-सेक्शन माप 4-5 अंक, ऊर्ध्वाधर अनुभाग माप रिक्ति 100 मिमी है)
2.2 सकारात्मक और नकारात्मक संरेखण सहिष्णुता कोटिंग: <± 1.0 मिमी
2.3 औसत लंबाई सहनशीलता: ± 1.0 मिमी
2.4 औसत चौड़ाई सहिष्णुता: ≤ ± 1.0 मिमी टिप्पणी: ऊपर के पहले और दूसरे संकेतकों का सबसे अच्छा प्रभाव होना चाहिए जब घोल की स्थिति (चिपचिपापन, कण आकार, एकरूपता, आदि) उपकरण मापदंडों की सेटिंग्स से मेल खाती है
3. बैटरी भीतरी व्यास: 3 इंच, वायु विस्तार रोलर को अपनाएं
4. तनाव नियंत्रण: लेपित फ्लोटिंग रोलर तनाव पीआईडी नियंत्रण
5. विचलन सुधार नियंत्रण सटीकता: ± 0.01 मिमी, विचलन सटीकता: ± 1 मिमी
6. ऑपरेटर सामने से कोटिंग तंत्र संचालित करता है
7. शुष्क प्रकार: ए। गर्म हवा सुखाने, गर्म हवा परिसंचरण (ऊपरी आपूर्ति हवा);या ऊपरी और निचली आपूर्ति हवा बी। ताप: विद्युत ताप 5.0 किलोवाट * 1 भाग = 5.0 किलोवाट सी। हीटर
8. ओवन की लंबाई: 1 भाग * 1.2 मी / भाग = 1.2 मी
9. ओवन सामग्री: स्टेनलेस स्टील
10. ओवन तापमान: कमरे का तापमान ~ 150 ℃, समायोज्य, तापमान नियंत्रण सटीकता ± 5 ℃ III।तकनीकी प्रक्रिया अनइंडिंग डिवाइस पर रखा गया इलेक्ट्रोड सब्सट्रेट स्वचालित रूप से ठीक हो जाता है और फिर स्विंग आर्म टेंशन सिस्टम में प्रवेश करता है।अवांछित तनाव को समायोजित करने के बाद, यह कोटिंग सिर में प्रवेश करता है, और इलेक्ट्रोड घोल कोटिंग सिस्टम के सेटिंग प्रोग्राम के अनुसार लेपित होता है।लेपित गीला इलेक्ट्रोड गर्म हवा से सूखने के लिए ओवन में प्रवेश करता है।सुखाने के बाद, इलेक्ट्रोड के तनाव को तनाव प्रणाली द्वारा समायोजित किया जाता है, जबकि घुमावदार गति को कोटिंग गति के साथ सिंक्रनाइज़ करने के लिए नियंत्रित किया जाता है।इलेक्ट्रोड को केंद्र की स्थिति में रखने के लिए सुधार प्रणाली द्वारा स्वचालित रूप से ठीक किया जाता है, और घुमावदार डिवाइस का उपयोग घुमावदार के लिए किया जाता है।
व्यक्ति से संपर्क करें: Ekain Zhang
दूरभाष: +8618669965529
फैक्स: 86-0539-8067529